
 0555-6768298
0555-6768298
0555-6768298


En la fabricación de chapa metálica, la calidad superficial del producto está evolucionando de un indicador implícito a un estándar visible, especialmente al procesar materiales con altos requisitos superficiales como acero inoxidable, chapas de aluminio, paneles decorativos y chapas revestidas. Como proceso crítico de conformado, el doblado genera inevitablemente contacto y deslizamiento entre la chapa y la herramienta, lo que convierte las marcas superficiales en uno de los defectos de proceso más representativos. Estas marcas no solo dañan el brillo, la textura o la integridad del revestimiento original del material, sino que también reducen directamente el atractivo visual y la calidad percibida del producto.
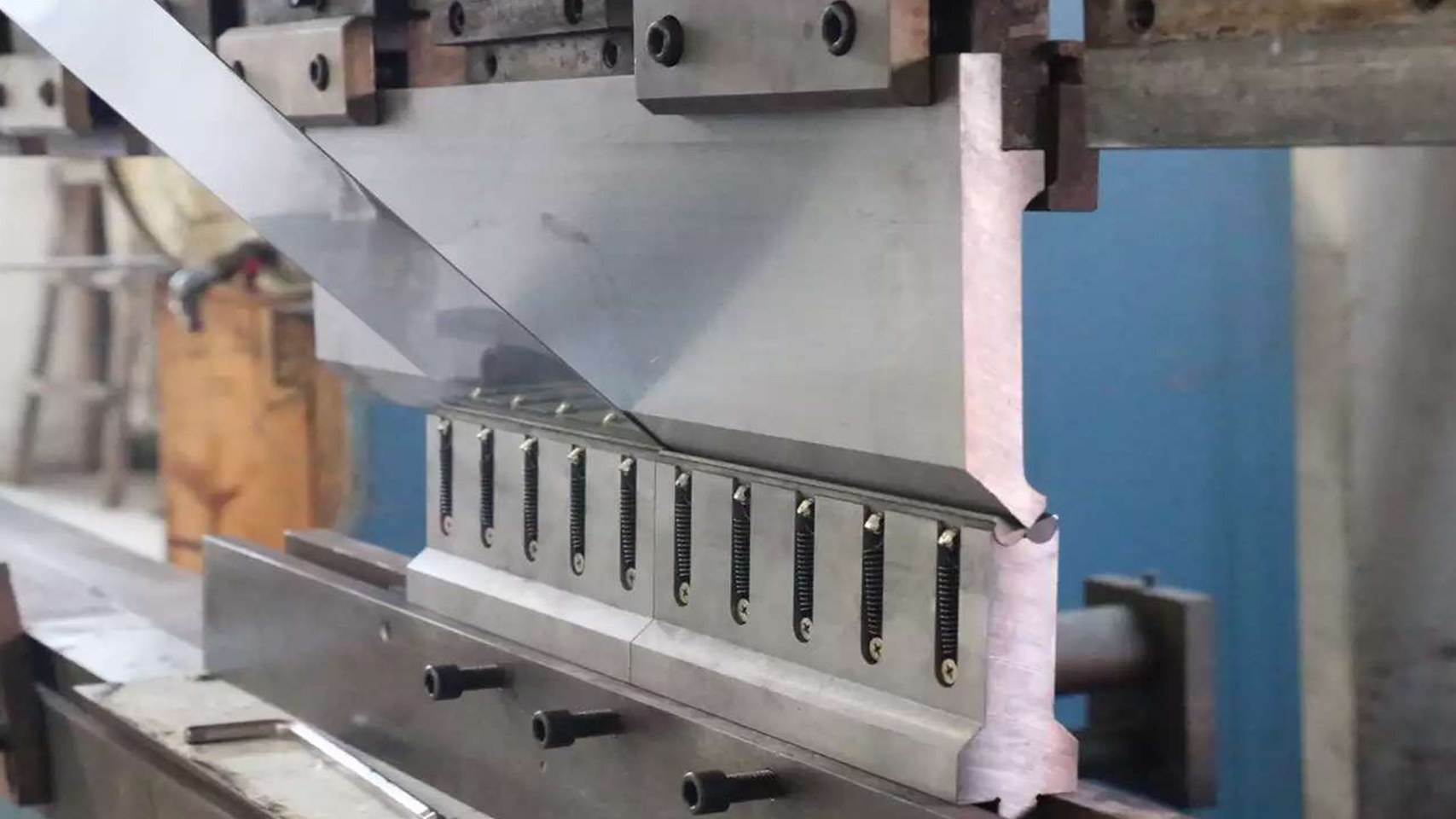
Durante el proceso de plegado con prensa plegadora, la causa principal de las marcas superficiales suele ser una presión localizada excesiva o una fricción severa entre la chapa metálica y la herramienta. Las causas comunes incluyen: una selección inadecuada de la apertura de la matriz en V, que concentra la tensión en puntos de contacto específicos durante el plegado; una presión de plegado excesiva, que provoca una indentación permanente más allá del rango de deformación elástica del material; superficies de la herramienta rugosas que rayan o desgastan la capa protectora de la chapa; un diseño de la herramienta inadecuado, como una dureza incorrecta o una estructura de alivio insuficiente; además, la falta de las medidas de protección necesarias durante el plegado puede aumentar significativamente el riesgo de daños en la superficie.
Entonces, ¿qué medidas se pueden tomar para reducir eficazmente el desgaste de la superficie y las marcas durante el proceso de doblado?
Seleccione la abertura de la matriz en V adecuada.
Elegir la abertura correcta de la matriz en V es una de las maneras más efectivas de reducir las marcas en el material. Una abertura demasiado pequeña aumenta la presión aplicada a la superficie de la lámina, lo que provoca marcas de indentación evidentes.
Al seleccionar la abertura de la matriz en V, se suelen seguir las siguientes recomendaciones: Para acero dulce, la abertura en V se selecciona normalmente entre 6 y 8 veces el espesor del material. Para acero inoxidable, se debe utilizar una abertura en V mayor siempre que sea posible para reducir el riesgo de marcas en la superficie. Para láminas de aluminio, se prefieren matrices en V más anchas para minimizar eficazmente los arañazos.
Utilice matrices de radio en lugar de matrices de borde afilado.
Los bordes afilados de la matriz crean puntos de presión concentrados que pueden dañar fácilmente la superficie del material. El uso de herramientas con radio ayuda a distribuir la presión de manera más uniforme, reduciendo significativamente las marcas de indentación.
Además, pulir la superficie de la herramienta puede reducir eficazmente la fricción y mejorar la calidad general del doblado.
Utilice una película protectora o capas protectoras suaves.
Para materiales con altos requisitos de acabado superficial, como el acero inoxidable o las chapas revestidas, se pueden añadir capas protectoras entre la herramienta y el material para reducir el contacto directo metal con metal.
Entre las soluciones más comunes se incluyen películas protectoras, cinta de PVC, película de nailon y almohadillas de poliuretano. Estos materiales pueden reducir eficazmente las marcas y los arañazos en la superficie durante el doblado.
Utilice herramientas que no dejen marcas.
Las herramientas modernas para prensas plegadoras han desarrollado soluciones especializadas que no dejan marcas para materiales delicados. Algunos ejemplos son los troqueles con insertos de nailon, los troqueles de rodillos, los troqueles de poliuretano y los troqueles con rodamientos de bolas que no dejan marcas.
Estas soluciones de utillaje pueden reducir considerablemente la fricción y los daños en la superficie durante el proceso de doblado.
Mantenga las herramientas limpias y realice un mantenimiento regular.
El polvo, las virutas metálicas y las superficies desgastadas de las herramientas pueden rayar fácilmente la superficie de la chapa durante el doblado, por lo que el mantenimiento regular de las herramientas es extremadamente importante.Las prácticas de mantenimiento recomendadas incluyen:
Pulido regular de las superficies de las herramientas
Retirada oportuna de restos y virutas metálicas.
Inspección de las condiciones de desgaste del hombro de la matriz
Almacenamiento y protección adecuados de las herramientas
Optimizar los parámetros de flexión
Para reducir las marcas en el material, es fundamental configurar correctamente los parámetros de doblado. Debe evitarse la presión excesiva y mantenerse la precisión de la máquina durante toda la producción. Los factores clave incluyen:
Control adecuado del tonelaje de flexión
Compensación de coronación correcta
Posicionamiento preciso del tope trasero
Mantener una buena alineación y paralelismo de la máquina.
En conclusión, reducir realmente las marcas de doblado requiere más que centrarse únicamente en las herramientas: exige la optimización sistemática de todo el proceso de doblado. Desde la selección adecuada de las herramientas y el mantenimiento estandarizado hasta el uso de soluciones de protección, cada paso influye directamente en el aspecto final del producto y en los costes de reprocesamiento.Especialmente en industrias con altos requisitos de acabado superficial, como ascensores, electrodomésticos y productos decorativos, las herramientas profesionales para prensas plegadoras que no dejan marcas se están convirtiendo en el estándar de la industria.
Golin continúa innovando en este campo mediante la introducción de diversas soluciones de utillaje de alto rendimiento que no dejan marcas. Y lo que es aún más importante, nos comprometemos a brindar a nuestros clientes un soporte integral, desde la selección del utillaje hasta la implementación del proceso, ayudando a los fabricantes a lograr una producción de doblado de alta calidad y rentable.
 en línea
en línea 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











