
 0555-6768298
0555-6768298
0555-6768298


In sheet metal fabrication, inaccurate bending angles are one of the most common problems in press brake operations. Even a small deviation can affect assembly quality and increase rework costs.
Material variation (Springback effect)
Different materials exhibit significantly different bending performance. The core reason lies in elastic recovery that occurs naturally after pressure is released, commonly known as “springback.” For example, stainless steel typically shows much greater springback than ordinary carbon steel. Thicker plates also tend to exhibit more pronounced elastic recovery due to higher internal stress. If the springback compensation value is not calculated or set accurately, the actual springback of the material will not match the programmed compensation, ultimately resulting in deviations in the bending angle.
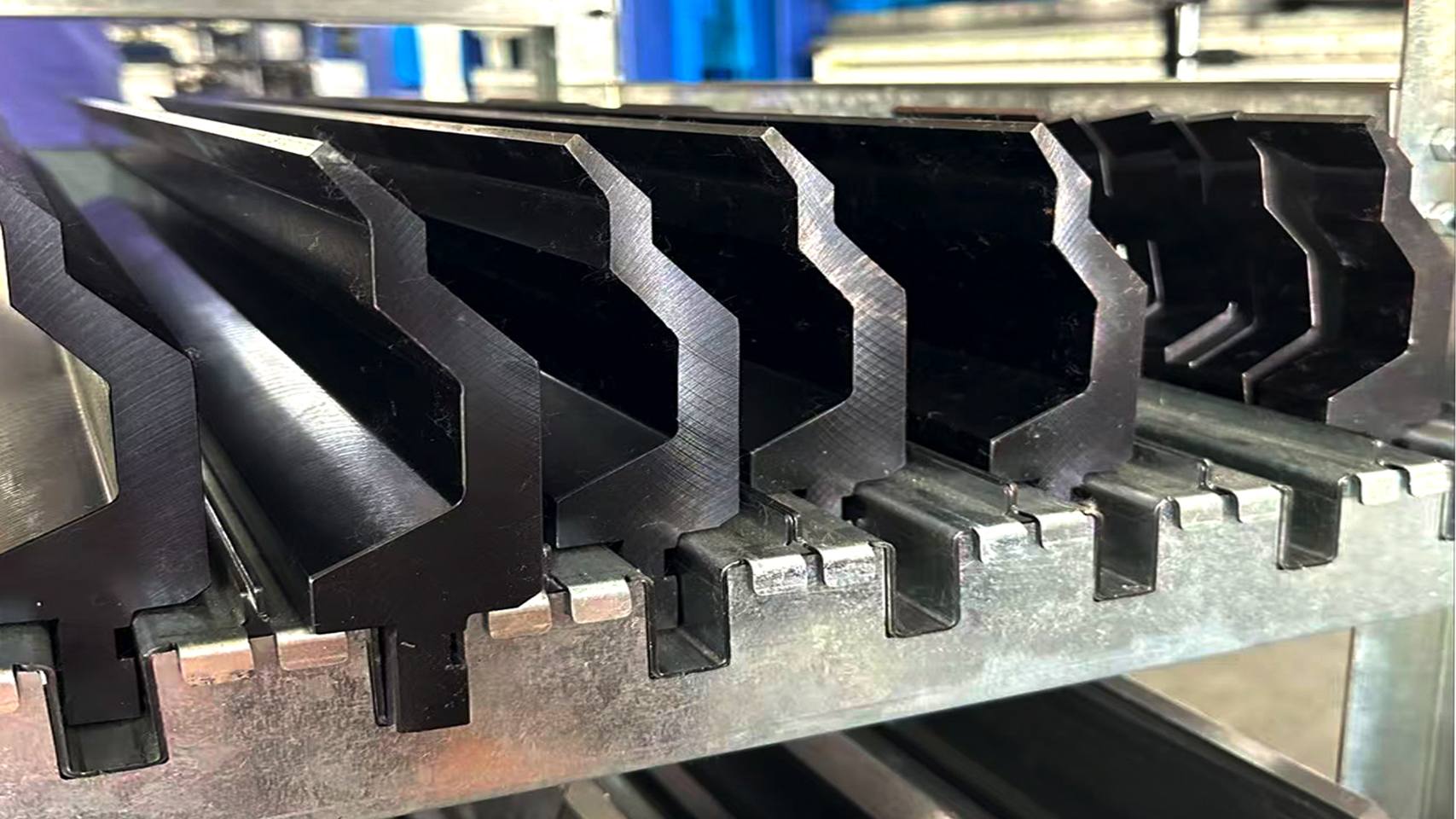
Incorrect tooling selection
The precision and forming quality of bending operations primarily depend on whether the tooling is in good condition. In actual production, problems often arise from multiple aspects: an incorrect V-die opening will prevent the material from being properly formed under force; wear, chipping, or damage to the punch or lower die will compromise contact accuracy; and insufficient precision or poor grinding of the tooling itself will make it difficult to achieve stable angles even when the correct tooling is selected. In essence, any negligence in tooling selection, usage, or maintenance will eventually be reflected in bending angle deviations.
Machine calibration problems
Tooling wear and maintenance issues
With accumulated usage over time, bending tools inevitably experience natural wear. This is typically manifested as gradual rounding of the punch edge, expansion of the V-groove in the lower die, and an overall decline in surface precision. Tool wear directly reduces process stability and angle control accuracy during bending.
Improper setup or operator error
In actual production, a considerable portion of bending quality issues are not caused by the machine itself, but rather by setup or operator errors. Inaccurate sheet positioning, deviations in back gauge settings, or skipping the pre-production trial bend process—these seemingly minor operational oversights often result in consistency defects across entire batches of parts.
Material thickness tolerance
The physical properties of sheet metal materials are not always perfectly uniform. Even within the same batch, there may be variations in thickness, differences in surface coatings, and uneven distribution of internal residual stress. These subtle material inconsistencies directly affect force transmission and springback behavior during bending, ultimately making it difficult to ensure consistent bending angles.
The core path to improving bending accuracy lies in forming a closed-loop system of “hardware selection – parameter control – physical verification.” Specifically, high-precision press brake tooling should be prioritized, with scientifically selected V-opening dimensions. This should be combined with regular machine calibration and precise CNC program settings, and finally verified through trial bending before mass production. It is particularly important to emphasize that tooling quality plays a foundational role in the entire system. Its level of precision directly determines the repeatability and process stability of every bending operation.
 en línea
en línea 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











